


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
Türk업계 전시회 정보와 당사의 최근 이벤트에 대해 알아보세요.
• CNC 나이프 연삭기는 작동이 쉽고 빠르고 안정적이며 신뢰할 수 있고 고도로 자동화된 PLC 프로그램 제어를 채택합니다. • 고정밀 연삭을 달성하기 위해 정밀 볼 스...
See Details 블레이드 수명을 보호하기 위해 원형 블레이드 그라인더를 사용하기 전에 어떤 준비 단계가 필수적입니까?
사용하여 원형 블레이드 그라인더 불필요한 블레이드 손상을 방지하고 수명을 연장하려면 분쇄 전 적절한 준비가 중요합니다. 먼저, 칼날을 철저히 청소하십시오. 비마모성 브러시나 용제를 사용하여 칼날 표면에서 잔여 물질(예: 금속 부스러기, 플라스틱 파편 또는 접착제)을 제거하십시오. 칼날에 남은 잔여물은 공정 중에 불균일한 연삭을 일으키거나 칼날의 절단면이 긁힐 수 있습니다. 둘째, 블레이드에 기존 손상이 있는지 검사합니다. 절삭 날에 칩, 균열 또는 뒤틀림이 있는지 확인합니다. 칩이 0.5mm보다 큰 경우 큰 칩을 무시하면 연삭 중에 블레이드 변형이 더 발생할 수 있으므로 전체 재연마 전에 예비 수리(예: 스폿 연삭)를 수행해야 할 수 있습니다. 마지막으로, 블레이드를 그라인더의 척 또는 고정 장치에 올바르게 고정하십시오. 블레이드가 동심원으로 정렬되었는지 확인하십시오(런아웃 공차 ≤ 0.02mm). 이를 통해 연삭 중 압력이 고르지 않게 됩니다. 정렬이 잘못되면 절단면이 고르지 않게 되어 블레이드 효율이 감소하고 수명이 단축될 수 있습니다.
블레이드 마모를 최소화하려면 어떤 연삭 매개변수를 조정해야 합니까?
날카로운 모서리를 달성하면서 블레이드 마모를 줄이려면 주요 연삭 매개변수를 조정하는 것이 필수적입니다. 첫 번째 매개변수는 연삭 속도입니다. 고속도강(HSS) 블레이드의 경우 연삭 휠 속도는 1,800-2,200m/min이 최적인 반면, 초경 블레이드(더 단단하지만 부서지기 쉬운)의 경우 더 느린 속도(1,200-1,600m/min)가 권장됩니다. 과도한 속도는 과도한 열을 발생시켜 블레이드 템퍼링(절단면을 부드럽게 함) 또는 열 균열로 이어질 수 있습니다. 둘째, 연삭 압력 제어: 강한 압력 대신 가볍고 일정한 압력(일반적으로 0.5-1.0kgf)을 적용하십시오. 과도한 압력은 연삭 휠이 블레이드를 파고 들어가 깊은 홈이나 고르지 않은 가장자리를 만들어 블레이드 수명을 단축시킬 수 있습니다. 셋째, 올바른 그라인딩 휠을 선택하십시오. 적절한 입자 크기의 휠을 사용하십시오. 초기 선명화에는 80-120 그릿(무딘 모서리 제거), 최종 호닝에는 180-240 그릿(부드럽고 날카로운 모서리 생성)입니다. 입자가 너무 거친 휠을 사용하면 날에 깊은 흠집이 남을 수 있으며, 이로 인해 절삭날이 약해지고 더 빨리 무뎌질 수 있습니다.
블레이드의 날카로움을 유지하고 수명을 연장하는 데 도움이 되는 분쇄 후 관리 단계는 무엇입니까?
블레이드 수명 연장을 위해서는 분쇄 공정 자체만큼 분쇄 후 관리가 중요합니다. 먼저, 칼날의 버 제거: 연삭 후 고운 연마석이나 호닝 스트립을 사용하여 절단 가장자리에서 버(작은 금속 파편)를 제거합니다. 버로 인해 칼날이 재료를 찢어지게 하고(깨끗하게 절단하는 대신) 가장자리를 빠르게 둔화시킬 수 있습니다. 둘째, 즉시 칼날을 청소하고 건조시키십시오. 보풀이 없는 천을 사용하여 연마 먼지를 닦아낸 다음 방청유(또는 실리콘 기반 윤활제)를 칼날 표면에 얇게 바르십시오. 이렇게 하면 특히 연마 후 즉시 사용하지 않는 경우 칼날의 산화(녹슬림)를 방지할 수 있습니다. 셋째, 칼날을 적절하게 보관하십시오. 날카로운 칼날을 전용 칼날 케이스나 패딩 처리된 랙에 놓고 절단 가장자리가 단단한 표면(예: 금속 선반 또는 기타 도구)에 닿지 않도록 하십시오. 단단한 표면에 닿으면 가장자리가 부서져 연삭의 이점이 상실될 수 있습니다. 또한 칼날을 서로 겹쳐 쌓으면 서로 긁히거나 가장자리가 손상될 수 있으므로 피하세요.

• CNC 나이프 연삭기는 작동이 쉽고 빠르고 안정적이며 신뢰할 수 있고 고도로 자동화된 PLC 프로그램 제어를 채택합니다. • 고정밀 연삭을 달성하기 위해 정밀 볼 스...
See Details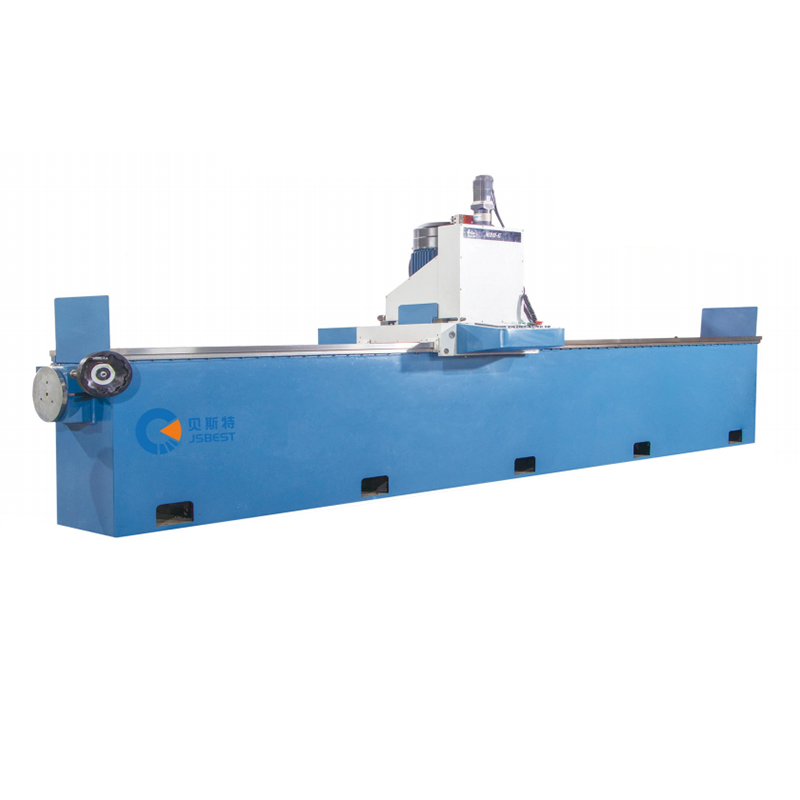
• 전체 기계는 견고하고 컴팩트한 전체 구조, 작은 바닥 면적 및 절묘한 스타일을 갖춘 고강도 갠트리형 용접 구조를 채택합니다. 베드는 변형 방지 및 진동 방지 기능을 갖춘 ...
See Details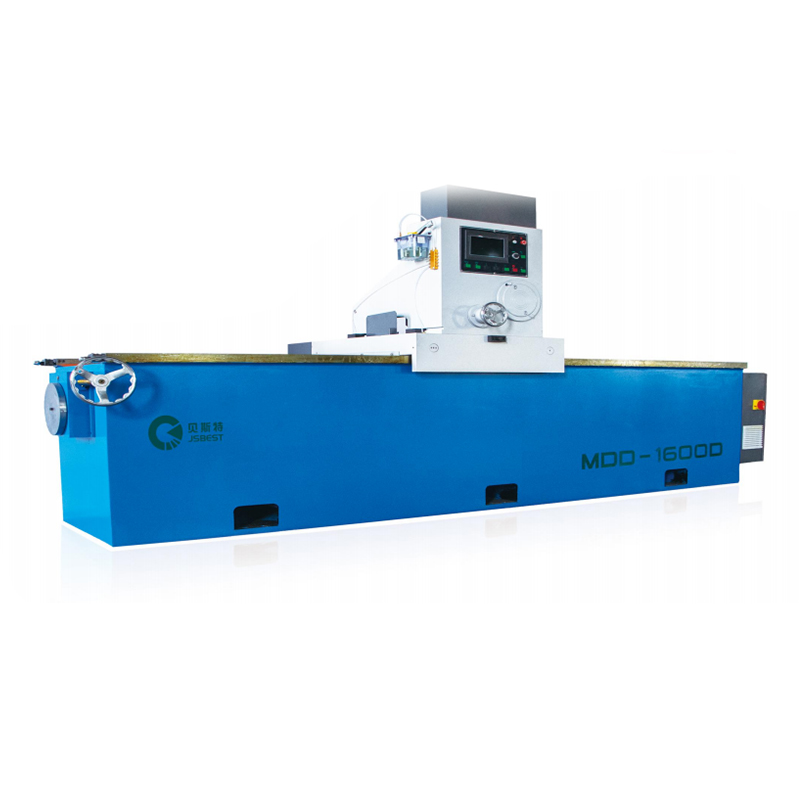
• 그라인더는 갠트리형 베드, 고품질 강판 용접, 고온 템퍼링, 시효 처리 및 정밀 가공을 채택하여 정확도가 우수합니다. • 360° 회전 전자기 빨판 작업대, 표준 구...
See Details
• 내부 응력을 제거하기 위해 고강도 용접 강철 구조를 채택했습니다. 일체형 열처리 후 머신베드의 모습입니다. 머신 베드는 왜곡 방지 및 진동 방지 기능을 갖춘 ...
See Details
양두 나이프 연삭기는 거친 연삭과 미세 연삭을 결합한 효율적인 연삭 장비이며 동일한 기계에서 공구의 모든 연삭 공정을 완료할 수 있습니다. 거친 연삭 헤드를 사용하여 공구 표...
See Details
헤비 듀티 표면 밀링 및 연삭 기계는 밀링 및 연삭 기능을 통합하고 평면 공작물용으로 설계된 효율적인 가공 장비입니다. 가공 공정은 일반적으로 거친 밀링을 통해 다량의 재료를...
See Details
• 이 라운드 나이프 그라인더는 자동 공급 부분을 제어하기 위해 PLC 프로그램을 채택하여 작동이 쉽고 빠르고 안정적이며 신뢰할 수 있고 고도로 자동화되었습니다. • 머...
See Details
CNC 원형 나이프 연삭기 구조적 특징: • 높은 연삭 정확도, 스핀들 및 나이프 축 런아웃은 0.005mm 이내로 제어되어 다양한 블레이드의 사용 요구 사항을 충족할 ...
See Details업계 전시회 정보와 당사의 최근 이벤트에 대해 알아보세요.





